Installazione
Le strutture portanti in acciaio su cui sono montati lo schermo e il motore di azionamento devono essere sufficientemente robuste e rinforzate per sopportare senza deflessione i carichi dinamici causati dalle
vibrazioni dello schermo.
È necessario lasciare uno spazio adeguato tra lo schermo e la struttura fissa, gli scivoli, ecc., per garantire spazio sufficiente poiché il movimento dello schermo è ampio nelle cosiddette aree di risonanza durante l'avvio e l'arresto dello schermo.
Verificare che la differenza di altezza dei piedistalli a molle separati (nella stessa estremità dello schermo) non sia superiore a ± 3 mm. È possibile utilizzare un tubo dell'acqua trasparente e acqua per controllare la differenza di altezza. La superficie dei piedistalli deve essere orizzontale.
Stringere tutti i bulloni nella sequenza consigliata, se presenti, e alla coppia consigliata.
- Controllare l'angolo di installazione dello schermo.
- Verificare che tutti gli assi della molla siano verticali.
- Verificare i sensi di rotazione del/i motore/i.
Nel caso di schermo azionato da motore e albero cardanico, la posizione verticale del motore deve essere fissata in modo che la mezzeria dell'albero dello schermo sia a ca. 5 mm più in alto rispetto alla mezzeria dell'albero motore. Durante il funzionamento con materiale, l'albero cardanico deve essere quasi orizzontale. In caso di trasmissione a cinghia, tensionare le cinghie secondo le raccomandazioni del produttore.
Assicurarsi che tutte le protezioni siano adeguatamente fissate e che tutti i dispositivi di sicurezza siano installati e funzionino correttamente.
Mettere a terra il collegamento del motore alla rete.
Chiedere a un elettricista qualificato di installare la protezione da sovraccarico, cortocircuito e guasto a terra.
Se il motore sbilanciato è installato su un vibrovaglio, lasciare allentato il cavo elettrico in modo che il cavo non diventi teso durante il ciclo di vibrazione e causi stress sul collegamento del filo.
In caso di vaglio vibrante a movimento lineare, interbloccare i due motori di squilibrio che ruotano in direzioni opposte e installare una protezione da sovraccarico separata. Il circuito di controllo dello schermo deve essere predisposto in modo tale che se un motore di squilibrio viene diseccitato, l'altro motore di squilibrio si diseccita automaticamente e immediatamente. Il mancato interblocco corretto dei motori di squilibrio dello schermo potrebbe causare danni allo schermo se un motore di squilibrio si guasta (se viene alimentato solo un motore di squilibrio di una coppia, i cuscinetti nel motore di squilibrio non alimentato si danneggeranno in un tempo molto breve).
Se si prevede di immagazzinare l'unità prima dell'avvio, una volta al mese, l'albero deve essere ruotato più volte per lubrificare nuovamente la parte superiore del cuscinetto.
Avvio
Dopo l'avvio (primi 1-2 minuti) assicurarsi che lo schermo si avvii e funzioni correttamente.
Controllare l'avanzamento del materiale. Deve estendersi su tutta la larghezza dello schermo.
Controlla il risultato dello screening.
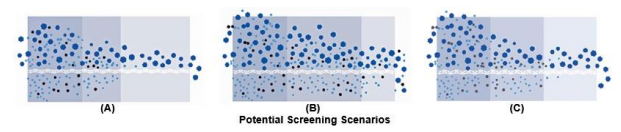
La figura sopra mostra tre potenziali scenari di screening. La vagliatura termina presto nel
deck in (A), il che si traduce in una perdita di produzione; screening non completato (B), che risulta
in materiale residuo e contaminato; e la vagliatura ottimale (C), che garantisce una maggiore
produzione con una minore contaminazione.
Controllare la lunghezza e gli angoli della corsa in ogni angolo. La lunghezza della corsa deve essere compresa tra un mm e l'altro nella stessa estremità dello schermo!
Controllare eventuali perdite di olio/grasso nel meccanismo.
Dopo 4-6 ore, verificare che la temperatura dei cuscinetti sia uniforme in ciascun cuscinetto. La temperatura di funzionamento normale può essere di circa 70°C quando la temperatura ambiente è di 20°C.
Dopo aver utilizzato lo schermo per circa 50 ore, verificare quanto segue:
- Fissaggio/tenuta dei bulloni del meccanismo.
- Fissaggio/tenuta del contrappeso.
- Fissaggio dei mezzi di screening.
- Allineamento/tenuta delle cinghie trapezoidali.
Il meccanismo tende a perdere leggermente dopo poche ore o giorni di funzionamento. Questa perdita è principalmente dovuta al grasso extra che fuoriesce dalla guarnizione. La perdita dovrebbe arrestarsi in poche ore o giorni.
Il primo cambio dell'olio del meccanismo deve essere effettuato secondo le indicazioni del produttore
(in caso di ingranaggi, dopo circa 100 ore di funzionamento).
Regolazioni dello schermo
Se le prestazioni di vagliatura non sono soddisfacenti, verificare innanzitutto che le maglie dello schermo siano adatte all'applicazione e che le disposizioni di alimentazione e scarico siano soddisfacenti. L'alimentazione al vaglio deve essere organizzata in modo tale che il materiale venga alimentato in modo uniforme su tutta la larghezza del vaglio.
Poiché il materiale in entrata è una miscela di dimensioni variabili, il materiale sovradimensionato limiterà il passaggio del materiale sottodimensionato, il che si traduce in un accumulo, o profondità del letto, di materiale sulla superficie del vaglio. La profondità del letto diminuisce man mano che il materiale sottodimensionato passa attraverso le aperture dello schermo. Per una vagliatura efficiente, il letto di materiale non deve raggiungere una profondità che impedisca la stratificazione del sottovaglio prima dello scarico. Pertanto, per ottenere la massima efficienza di screening, la profondità del letto dovrebbe essere adeguata. Come affermato in precedenza, la profondità del letto (nella vagliatura a secco) non deve
superare quattro volte la dimensione dell'apertura all'estremità di scarico della vagliatura. La profondità del letto può essere
modificata regolando velocità, lunghezza della corsa, direzione di rotazione (o lancio) e angolo di
inclinazione. Tuttavia, apportare sempre solo le modifiche minime necessarie per ottenere il
risultato desiderato.
Se sono necessarie modifiche, queste devono essere apportate nell'ordine indicato di seguito.
-
Regolazione della frequenza della corsa
-
Regolazione della lunghezza della corsa
-
Regolazione dell'inclinazione del corpo dello schermo
Prova l'azione di ciascuna misura separatamente e singolarmente. Prova un'azione alla volta e osserva
il risultato prima di intraprendere quella successiva.
La regolazione della lunghezza della corsa viene effettuata aggiungendo o rimuovendo contrappesi. Alle due estremità dello stesso albero deve esserci esattamente lo stesso numero di contrappesi. Una corsa più elevata offre una capacità di carico e una velocità di corsa più elevate, riducendo al tempo stesso l'ostruzione, l'accecamento e migliorando la stratificazione. Controllare sempre la combinazione velocità dello schermo/lunghezza della corsa in modo che non venga superata l'accelerazione massima consentita (forza G) dello schermo.
La regolazione della frequenza della corsa può essere effettuata modificando le pulegge delle cinghie trapezoidali o i parametri dell'inverter.
Una frequenza/velocità più elevata può ridurre la profondità del letto. La velocità di rotazione influisce sulle forze G.
Più velocità, più forze G con gli stessi contrappesi.
Chiedere sempre al produttore prima di modificare la velocità di rotazione. Una velocità errata può far avvicinare lo schermo alla sua frequenza naturale, provocando il guasto del corpo dello schermo.
Ricordare inoltre che l'aumento delle forze G riduce la durata dei cuscinetti!
La regolazione dell'inclinazione del corpo dello schermo viene effettuata sollevando o abbassando l'altra estremità dello schermo o dell'alimentatore. L'aumento dell'angolo di inclinazione fa sì che il materiale viaggi più velocemente, il che può essere vantaggioso in alcune applicazioni di vagliatura a secco. Tuttavia, potrebbe esserci un punto in cui un'eccessiva pendenza ostacolerà l'efficienza poiché le multe potrebbero rotolare sul supporto anziché attraversarlo.
Consultare il produttore per consigli sulla selezione della velocità, della lunghezza della corsa, dell'angolo e della frequenza ottimali, se le dimensioni delle maglie vengono modificate o se al vaglio viene alimentato materiale diverso.
















 rete IPv6 supportata
rete IPv6 supportata